

振動式応力除去装置
バイブロダイン〈VibroDyn〉
振動エネルギーを用いて金属内部の応力を軽減・除去!
簡単な操作で共振波形を可視化するとともに、ワークの固有共振点を検出し応力軽減に有効な振動で容易に処理できます
簡単な操作で共振波形を可視化するとともに、ワークの固有共振点を検出し応力軽減に有効な振動で容易に処理できます
バイブロダインの特徴
処理時間・外注処理費用を大幅削減
金属加工・溶接・鋳造などで加熱・冷却すると、その表面下には応力が発生し後々、歪み・クラックなどのトラブルが発生します。
一般的にこれらの応力は熱処理によって除去されますが、バイブロダインではワークに特殊な機械的振動を加えることで同等の効果を得ることが可能です。
また、バイブロダイン処理は熱処理に比較して短納期で、設備費・処理費は1/10以下と経済的な上、エネルギー消費量は1/100以下と地球環境に優しいエコマシン、バイブロダインは新しい振動式金属内応力除去・金属安定化装置です。
一般的にこれらの応力は熱処理によって除去されますが、バイブロダインではワークに特殊な機械的振動を加えることで同等の効果を得ることが可能です。
また、バイブロダイン処理は熱処理に比較して短納期で、設備費・処理費は1/10以下と経済的な上、エネルギー消費量は1/100以下と地球環境に優しいエコマシン、バイブロダインは新しい振動式金属内応力除去・金属安定化装置です。
原子の運動を活発にし、原子構造の欠陥を補正
金属に残留応力がある場合、その金属原子の構造には欠陥があります。
熱処理では熱エネルギーを加えることによって、またバイブロダイン処理では振動エネルギーを加えることによって、金属原子の運動を活発にし原子構造の欠陥を補正します。
また、下記の3つの理論が報告されております。
1. 効果的な振動数(共振点での振動が効果的)
2. 共振点の移動(応力が軽減されると同時に共振点は下る)
3. 共振点の安定(応力が除去されると共振点は安定する)
熱処理では熱エネルギーを加えることによって、またバイブロダイン処理では振動エネルギーを加えることによって、金属原子の運動を活発にし原子構造の欠陥を補正します。
また、下記の3つの理論が報告されております。
1. 効果的な振動数(共振点での振動が効果的)
2. 共振点の移動(応力が軽減されると同時に共振点は下る)
3. 共振点の安定(応力が除去されると共振点は安定する)
共振域処理の方法
| ❶ Scan1 | 共振域の測定 振幅の上昇点の周波数(FL1)および共振点の周波数(FH1)を測定する |
|---|---|
| ❷ Run1 | 加振(応力除去) FL1 と FH1 の間の周波数で15分 ~ 30分加振する |
| ❸ Scan2 | 共振域の再測定 FL2 と FH2 を測定する |
| ❹ Run2 | 再加振(安定の確認) 共振点の最終測定(終了の確認) |
| ❺ Scan3 | 共振点の最終測定(終了の確認 ) FH3 が FH2 と一致したら処理終了 一致しなければ、FHn が FHn-1 と一致するまで、④→⑤を繰り返す |
バイブロダインではワークの振動数を少しずつ上げた場合の振幅が上昇を始める点の 振動数(FL:Frequency Low)と、共振点の振動数(FH:Frequency High)の間の 共振域(Resonance Zone)を往復する振動数で加振処理します
応力の発生原因・問題点
| 応力の発生原因 | 機械加工 |
|---|---|
| 溶接 | |
| 鋳造 | |
| 鍛造 | |
| 熱処理 | |
| その他 |
| 応力の問題点 | 歪み |
|---|---|
| クラック | |
| 応力腐食 | |
| 疲労破壊 | |
| 脆弱破壊 | |
| その他 |
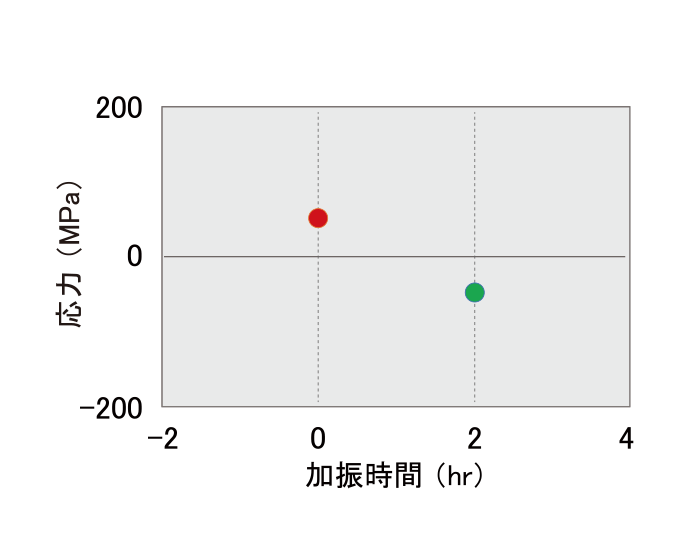
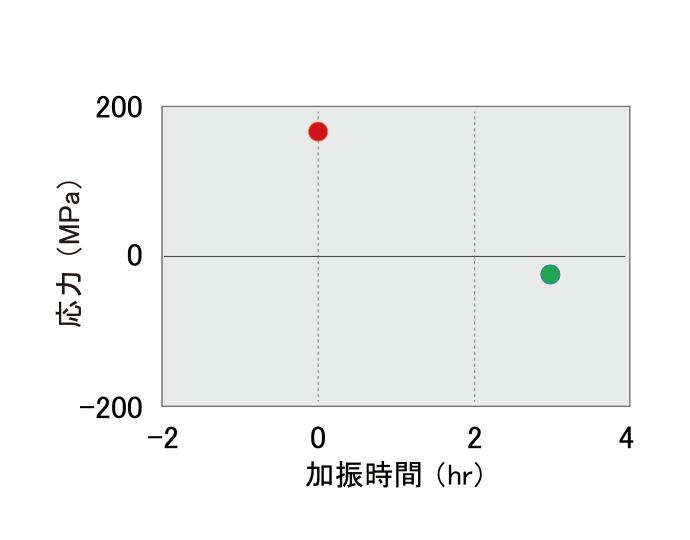
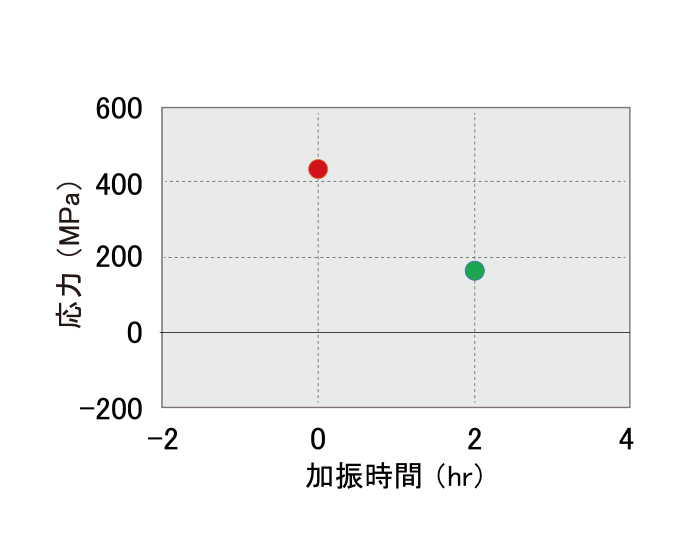
実測結果
-
焼鈍材
約90Mpa圧縮 -
焼入材
約230Mpa圧縮 -
焼戻材
約250Mpa圧縮
●=処理前
●=処理後
| 試料 | 材質 | 熱処理 | 研削 | 状態 | 加振周波数(Hz) | 加振後の応力変化量 |
|---|---|---|---|---|---|---|
| 1 | SKD61 | 未処理 | 研削 | 購入後、機械加工 | 14 〜 16 | 200Mpa 圧縮 |
| 2 | SKD61 | 焼鈍、炉冷 | 未 | 焼きなまし | 同上 | 90Mpa 圧縮 |
| 3 | SKD61 | 焼入 | 研削 | 焼入れ後、機械加工 | 同上 | 230Mpa 圧縮 |
| 4 | SKD61 | 焼入、焼戻 | 研削 | 窒化処理前 | 同上 | 250Mpa 圧縮 |
| 5 | SKD61 | 金型 | 仕上 | 5,000ショット以上 | 同上 | 152Mpa 圧縮 |
処理可能な材質
| 低・中・高炭素鋼、合金鋼、工具鋼、ステンレス鋼、マンガン鋼、インコネル、アルミニウム合金、チタニウム合金、鋳鉄、鋳鋼、アルミダイカスト・鋳造品、鍛造品およびこれらの溶接構造物、その他 |
熱処理とバイブロダインの比較
| 処理法 | バイブロダイン | 熱処理 |
|---|---|---|
| ワークの搬送 | ワークの近くに装置が移動するため、ワーク搬送のための時間と費用が不要 | ワークを専門業者に搬送するための時間と費用がかかる |
| ワークのサイズ | 大きなサイズ・重量物も数回に分けて処理可能 | 焼鈍炉に入らないサイズ、重量のワークは処理できない |
| 処理方法 | 一般的には数時間以内で処理が終了するため短納期 | 処理に長時間必要で納期が問題となる |
| ワークの問題点 | 硬度変化、酸化、スケール等が発生しない | 硬度変化、酸化、スケール等の発生を伴う |
| 設備費 | 設備費は熱処理と比較して1/10以下 | 高価な設備が必要 |
| 熟練度 | 操作が簡単で技術・熟練が不要 | 高度な技術と熟練が必要 |

